JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Poziomowanie blachy jest krytycznym krokiem w nowoczesnej produkcji metali. Zanim jakakolwiek operacja cięcia, gięcia, spawania lub tłoczenia będzie mogła zapewnić spójne rezultaty, surowiec musi być naprawdę płaski — nie tylko wizualnie płaski, ale także pozbawiony naprężeń i stabilny wymiarowo. Wybór niewłaściwej metody poziomowania prowadzi do odrzucenia części, przeróbek i błędów w dalszym procesie. W tym przewodniku omówiono wszystkie główne metody poziomowania blachy, wyjaśniono fizykę stojącą za każdą z nich i przedstawiono praktyczne ramy wyboru odpowiedniego podejścia w oparciu o wymagania dotyczące materiału, objętości i precyzji.
Dlaczego blacha wymaga poziomowania
Blacha opuszcza walcownię w postaci zwojów. Podczas zwijania powierzchnia zewnętrzna rozciąga się, a powierzchnia wewnętrzna ściska, blokując przeciwne naprężenia w strukturze ziaren materiału. Kiedy centra serwisowe rozwijają, prostują i przycinają arkusz, naprężenia te nie znikają całkowicie – pozostają uwięzione w czymś, co wydaje się być płaskim kawałkiem metalu.
Problem staje się widoczny w momencie zastosowania procesu cięcia termicznego, takiego jak cięcie laserem lub plazmą. Ciepło uwalnia zablokowane naprężenia, a części wypaczają się, wyginają lub tworzą fale krawędziowe i środkowe. To samo zniekształcenie występuje po wykrawaniu lub dokładnym wygaszaniu. Nawet części cięte mechanicznie wykazują naprężenia szczątkowe, które zniekształcają geometrię podczas późniejszego formowania lub spawania.
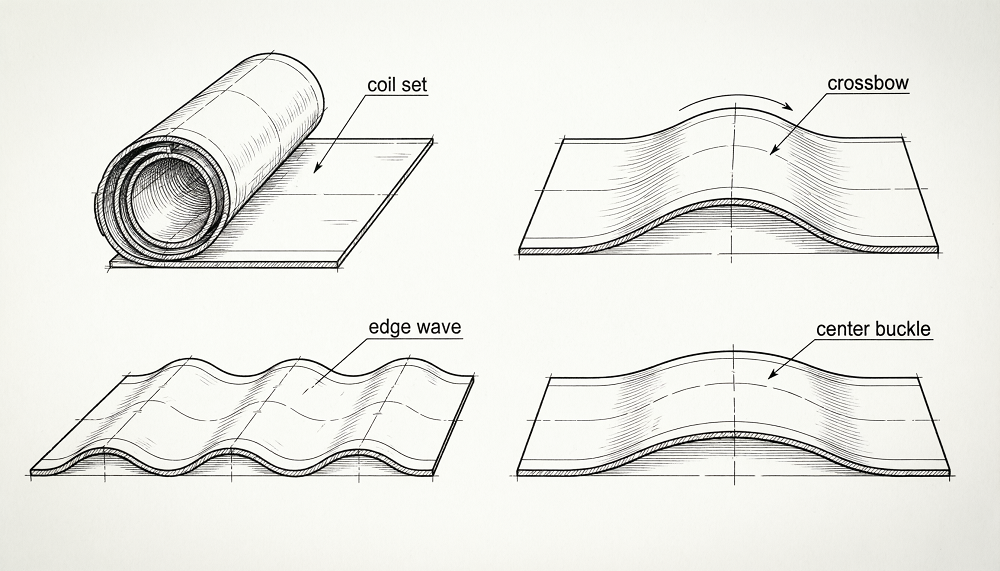
Typowe wady płaskości, które należy wyeliminować podczas poziomowania, obejmują:
- Zestaw cewek: podłużny łuk zgodny z kierunkiem zwijania, najostrzejszy w kierunku rdzenia cewki.
- Kusza: łuk poprzeczny prostopadły do kierunku walcowania, ze środkiem uniesionym ponad krawędzie.
- Fala krawędziowa: faliste krawędzie spowodowane naprężeniami ściskającymi w strefach krawędziowych względem środka.
- Środkowa klamra: miejscowe wyboczenie w środku arkusza, gdzie środek jest dłuższy niż krawędzie.
- Skręt: zniekształcenia ukośne na powierzchni części, często wprowadzane podczas asymetrycznego cięcia lub przenoszenia.
Każdy typ wady ma inny profil naprężeń i dlatego reaguje inaczej na każdą metodę poziomowania. Zrozumienie standardy płaskości blachy przed wybraniem procesu poziomowania pozwala zdefiniować mierzalne kryterium akceptacji i uniknąć sporów przy uruchomieniu.
Poziomowanie młota i płomienia
Poziomowanie młotkiem jest najstarszą metodą poziomowania blachy i jest nadal stosowana w określonych sytuacjach, w których poziomowanie maszynowe jest niepraktyczne. Doświadczony operator uderza młotkiem w blachę w zamierzony sposób, rozciągając skompresowane strefy i łagodząc lokalne skupiska naprężeń. Wyrównywanie płomienia działa na podobnej zasadzie: palnik podgrzewa określony obszar, powodując rozszerzalność cieplną; gdy strefa ochładza się i kurczy, przyciąga otaczający materiał w kierunku nagrzanego punktu, korygując miejscowe wyginanie.
Obie metody wymagają znacznych umiejętności. Wyniki zależą bezpośrednio od zdolności operatora do odczytania części, oceny rozkładu naprężeń i zastosowania właściwej energii we właściwej kolejności. Nie ma dwóch operatorów, którzy dają identyczne wyniki i żadnej pojedynczej części nie można z całą pewnością odtworzyć. Wypoziomowanie pojedynczego elementu może zająć od 30 minut do kilku godzin, w zależności od stopnia zniekształcenia i złożoności części.

Kiedy poziomowanie młotkiem i płomieniem ma sens
- Już zmontowane konstrukcje lub elementy spawane, które nie mogą przejść przez maszynę rolkową.
- Bardzo małe wielkości produkcji, gdzie koszt konfiguracji maszyny nie jest uzasadniony.
- Części o niestandardowych kształtach lub nieregularne, których nie mieszczą się w prowadnicach maszyny.
- Korekta na miejscu gotowych komponentów, gdzie tolerancja wymiarowa jest umiarkowana.
W środowiskach produkcyjnych, w których liczy się wydajność, powtarzalność lub precyzyjne tolerancje płaskości, poziomowanie młotkiem i płomieniem nie jest odpowiednie. Czynnik ludzki uniemożliwia zagwarantowanie spójnych wyników w całej partii.
Prasowanie i prostowanie Prasa poziomująca
Prasa prostująca podtrzymuje arkusz lub płytę w dwóch punktach i stosuje matrycę formującą, aby docisnąć materiał na płasko pomiędzy tymi punktami podparcia. Proces jest ukierunkowany na określone miejsca części, w których koncentruje się zniekształcenie. Zwykle potrzeba wielu cykli prasowania, zanim część osiągnie akceptowalną płaskość, ponieważ każdy skok prasy koryguje jeden obszar, potencjalnie wprowadzając naprężenia w sąsiednich strefach.
Niektórzy producenci używają pras krawędziowych jako improwizowanych prostownic, które są przydatne do korygowania pojedynczego widocznego odkształcenia, ale nie rozwiązują problemu rozproszonych naprężeń wewnętrznych. Dedykowana prasa prostująca zapewnia lepszą kontrolę niż prasa krawędziowa przystosowana do poziomowania, ale nadal nie jest w stanie dorównać przepustowości ani głębokości odprężania systemu opartego na rolkach.
Zwykle zajmuje to wypoziomowanie pojedynczego elementu na prasie prostującej do 60 minut i wymaga wykwalifikowanego specjalisty do interpretacji zachowania części pomiędzy pociągnięciami. Metoda staje się bardziej praktyczna w przypadku płyt o grubości powyżej 50 mm, gdzie prostownice rolkowe mogą nie mieć wystarczającej wydajności mechanicznej, a także w przypadku produkcji małoseryjnej, gdzie inwestycja w maszynę nie jest uzasadniona.
Ograniczenia do rozważenia
- Nie można rozwiązać problemu rozproszonych naprężeń wewnętrznych — jedynie widoczne defekty geometryczne w dyskretnych punktach.
- Ryzyko sprężynowania wymaga powtarzających się cykli zaciskania i wydłużonych czasów cykli.
- W dużym stopniu opiera się na ocenie operatora, co powoduje, że powtarzalność między operatorami jest zmienna.
- Nie nadaje się do cienkich blach – duża koncentracja obciążenia miejscowego grozi uszkodzeniem powierzchni lub trwałym oznaczeniem.
Poziomowanie rolek: od prostych prostownic po systemy precyzyjne
Poziomowanie walcowe jest najpowszechniej stosowaną metodą poziomowania blach w przemyśle. Arkusz przechodzi przez szereg naprzemiennych rolek, które poddają go naprzemiennym zginaniom o stopniowo zmniejszającej się amplitudzie. To powtarzające się odkształcenie sprężysto-plastyczne powoduje redystrybucję naprężeń wewnętrznych w przekroju poprzecznym i doprowadza materiał do jednolitego, pozbawionego naprężeń stanu płaskiego.
Podstawowa fizyka podąża za malejącą falą sinusoidalną: koniec wejściowy wywiera największe przemieszczenie zginające, a każda kolejna para rolek zmniejsza przemieszczenie, aż materiał wyjdzie w stanie naprężenia prawie neutralnego. Efektywność procesu zależy od trzech powiązanych ze sobą zmiennych: średnica rolki, podziałka rolki (odstęp od środka do środka) i głębokość tłoczenia (penetracja) .
Proste prostownice rolkowe (prostownice)
W prostych prostownicach stosuje się minimum siedem rolek o stosunkowo dużych średnicach i dużych rozstawach. Obsługują grubsze płyty i ograniczony zakres grubości. Ponieważ rolki nie są aktywnie wspierane przed ugięciem pod obciążeniem, uginają się pod naciskiem, powodując nierówne zginanie na całej szerokości arkusza. Wyniki płaskości są odpowiednie dla ogólnych zastosowań konstrukcyjnych, ale niewystarczające dla precyzyjnej produkcji. Często wymagane jest wielokrotne przejście przez maszynę, a proces w dalszym ciągu zależy od doświadczenia operatora w zakresie prawidłowego ustawienia rolek.
Precyzyjne prostownice wielowalcowe
Precyzyjne prostownice dodają rolki pośrednie i podporowe za rolkami roboczymi, aby zapobiec uginaniu się pod obciążeniem. Pozwala to na stosowanie mniejszych średnic rolek roboczych i węższych podziałek, co zwiększa liczbę cykli gięcia na jednostkę długości arkusza i poprawia zdolność maszyny do korygowania defektów krótkofalowych, takich jak fale krawędziowe i wyboczenia środkowe. Systemy precyzyjne mogą osiągać wartości płaskości rzędu 0,1 mm/m lub lepiej — wymagania dotyczące brzeszczotów pił, elementów do precyzyjnego tłoczenia i zespołów blachy o dokładnej tolerancji.
W porównaniu do metod ręcznych, poziomowanie rolkowe radykalnie skraca czas cyklu. Część wymagającą 10 minut ręcznego poziomowania za pomocą prasy krawędziowej lub młotka można obrobić w czasie krótszym niż jedna minuta na precyzyjnej prostownicy rolkowej, co przekłada się na wymierne obniżenie kosztów w operacjach o dużej objętości.
Walcarka (systemy trzyrolkowe)
Najprostsza konfiguracja oparta na rolkach wykorzystuje trzy rolki przesunięte. Arkusz zagina się wokół rolek podczas przechodzenia, a proces jest powtarzany, aż do uzyskania akceptowalnej płaskości. To podejście jest skuteczne tylko w przypadku części z prostymi, jednolitymi defektami płaskości. Nie uwzględnia naprężeń wewnętrznych i wymaga wielokrotnych powtórzeń dla dowolnego materiału ze znacznymi zniekształceniami. Najlepiej nadaje się do warsztatów zajmujących się korektami lekkich zagięć przy małej głośności.
Wyrównanie napięcia
Wyrównywanie naprężenia rozciąga arkusz wzdłużnie, przeciągając go pomiędzy dwiema rolkami napinającymi, aż przyłożone naprężenie przekroczy granicę plastyczności materiału. Gdy arkusz ugina się równomiernie w całym przekroju poprzecznym, różnica naprężeń między wcześniej ściśniętymi i naprężonymi strefami zanika, a materiał wychodzi w płaskim stanie o niskim naprężeniu szczątkowym.
Wiele przemysłowych systemów wyrównywania naprężenia łączy gięcie na rolkach z napinaniem w podejściu hybrydowym: arkusz najpierw przechodzi przez rolki zginające w celu redystrybucji naprężeń całkowitych, a następnie poddawany jest naprężeniu, aby uzyskać ostateczną płaskość i jednolitość grubości. Ta kombinacja jest szczególnie skuteczna w przypadku stali o wysokiej wytrzymałości i bardzo cienkich materiałów, gdzie systemy składające się wyłącznie z rolek mają trudności z zapewnieniem wystarczającego zgięcia bez uszkodzenia powierzchni styku.
Najlepsze aplikacje do wyrównywania napięcia
- Bardzo cienki arkusz i folia, gdzie małe średnice rolek nadal zaznaczają powierzchnię.
- Gatunki stali o wysokiej wytrzymałości ze stosunkiem granicy plastyczności do wytrzymałości na rozciąganie bliskim 1,0, które są trudne do zginania bez nadmiernych naprężeń.
- Linie do obróbki kręgów, w których materiał przepływa w sposób ciągły, a kontrola naprężenia jest już częścią architektury linii.
- Zastosowania, w których równomierność grubości na całej szerokości jest równie istotna jak płaskość.
Wadą jest złożoność i koszt kapitału. Wyrównywanie naprężenia wymaga precyzyjnej kontroli rolek napinających i dokładnej kalibracji, aby uniknąć wprowadzenia nowych naprężeń wzdłużnych w wyniku nierównego ciągnięcia. Jest mniej praktyczny w przypadku wyrównywania części po cięciu i jest stosowany głównie w środowiskach przetwarzania cewek.
Walcowanie na gorąco i walcowanie na zimno
Podczas walcowania na zimno arkusz przechodzi przez rolki o temperaturze pokojowej lub zbliżonej do temperatury pokojowej, podając wysokie ciśnienie, które odkształca plastycznie materiał. Metoda ta nie tylko koryguje płaskość, ale poprawia wykończenie powierzchni i zwiększa właściwości mechaniczne — zarówno twardość, jak i wytrzymałość na rozciąganie wzrastają w wyniku utwardzania przez zgniot. Jest to odpowiednie, gdy głównym wymaganiem jest jakość powierzchni, na przykład w przypadku półfabrykatów paneli karoserii samochodów lub podłoży do inżynierii precyzyjnej. Ograniczeniem jest to, że walcowanie na zimno jest ograniczone do cieńszych grubości; bardzo grube płyty wymagają nadmiernej siły, a efekt umocnienia przez zgniot może zmniejszyć plastyczność do punktu, w którym ma to wpływ na dalsze formowanie.
Walcowanie na gorąco podgrzewa blachę powyżej temperatury rekrystalizacji przed przejściem przez walce wyrównujące. Podwyższona temperatura zmniejsza granicę plastyczności i zwiększa plastyczność, dzięki czemu grube płyty są znacznie łatwiejsze do odkształcenia. Ciepło przyspiesza także redukcję stresu. Takie podejście jest standardem w pierwotnej obróbce stali i produkcji płyt do przemysłu stoczniowego. Główną wadą operacyjną jest koszt energii podczas ogrzewania, a obróbka cieplna może zmienić mikrostrukturę materiału w sposób wymagający weryfikacji po procesie w przypadku zastosowań wrażliwych na specyfikacje.
Hydrauliczne poziomowanie precyzyjne: nowoczesny standard przemysłowy
Hydrauliczne poziomowanie precyzyjne reprezentuje aktualny stan wiedzy w zakresie poziomowania blach w środowiskach produkcyjnych. W przeciwieństwie do mechanicznych prostownic rolkowych, w których siła docisku jest ustalana za pomocą regulacji śrubowej, a hydrauliczna maszyna do poziomowania wykorzystuje cylindry hydrauliczne o zamkniętym obiegu do dynamicznej kontroli siły docisku i szczeliny rolek na całej szerokości arkusza. Pozwala to systemowi utrzymać stałą energię zginania, nawet jeśli grubość materiału, granica plastyczności lub temperatura różnią się w obrębie partii produkcyjnej.

Zasadą działania pozostaje naprzemienne zginanie sprężysto-plastyczne, ale precyzja napędu hydraulicznego otwiera możliwości, których systemy mechaniczne nie są w stanie dorównać:
- Szeroki zakres materiałów: układy hydrauliczne mogą przetwarzać materiały od ultracienkiej folii miedzianej o grubości 0,1 mm do blachy ze specjalnego stopu o grubości 60 mm w ramach jednej rodziny maszyn, przełączając się między nimi za pomocą zapisanych receptur.
- Aktywna kontrola korony: rolki podporowe za walcami roboczymi są hydraulicznie regulowane strefa po strefie, kompensując ugięcie rolek pod obciążeniem i zapewniając równomierne zginanie szerokich arkuszy – co ma kluczowe znaczenie dla jednoczesnej eliminacji fal krawędziowych i środkowych wygięć.
- Powtarzalna praca w oparciu o recepturę: Parametry specyficzne dla materiału (siła, penetracja, prędkość) są zapisywane i przywoływane automatycznie, eliminując zmiany ustawień zależne od operatora w zależności od zmiany.
- Obsługa materiałów perforowanych i poddanych obróbce cieplnej: zaawansowana kontrola docisku rolek strefa po strefie umożliwia selektywne wydłużanie na całej szerokości, umożliwiając wyrównywanie materiałów, które pokonują prostsze systemy — blachy perforowane, półfabrykaty poddane obróbce cieplnej i płyty o dużej wytrzymałości na rozciąganie.
Kluczowa różnica między konstrukcjami prostownic hydraulicznych polega na architekturze sterowania. Sterowanie samym ciśnieniem hydraulicznym nie jest równoznaczne ze sterowaniem w pętli zamkniętej położeniem rolek lub siłą cylindra. Sygnał zwrotny położenia i siły — za pośrednictwem skal liniowych i czujników wagowych — umożliwia codzienną powtarzalność w obliczu dryftu temperatury oleju, wahań reakcji zaworów i stopniowego zużycia podzespołów. Maszyny, które opierają się wyłącznie na kontroli ciśnienia, będą dawać spójne wyniki tylko w wąskim zakresie roboczym.
W przypadku operacji związanych z produkcją masową podzespołów samochodowych, blach precyzyjnych, części wind, brzeszczotów pił i obudów elektroniki precyzyjne poziomowanie hydrauliczne jest metodą, która umożliwia osiągnięcie i weryfikację gwarancji płaskości na poziomie produkcyjnym. Poznaj pełną gamę zastosowania branżowe gdzie precyzyjne niwelowanie zapewnia wymierną poprawę procesu.
Poziomowanie noszy
Poziomowanie noszy wykorzystuje zaciski hydrauliczne, które chwytają arkusz na obu końcach i ciągną go w wielu kierunkach jednocześnie, aż naprężenia wewnętrzne zostaną wyrównane poprzez równomierne podatność na cały przekrój poprzeczny. W przeciwieństwie do wyrównywania naprężenia w liniach do przetwarzania kręgów, wyrównywanie naprężeń działa na pojedynczych ciętych arkuszach lub płytach i jest przeznaczone do materiałów, w przypadku których zarówno gradienty naprężeń wzdłużnych, jak i poprzecznych wymagają korekty w jednej operacji.
Metoda zapewnia doskonałą płaskość i odprężanie naprężeń szczątkowych, ale jest wolniejsza niż ciągłe wałkowanie lub wyrównywanie naprężenia i najlepiej nadaje się do zastosowań o dużej wartości i małych nakładach, takich jak płyty lotnicze, grube półfabrykaty konstrukcyjne lub arkusze ze specjalnych stopów, gdzie koszt części uzasadnia dłuższy czas cyklu. Wymaga starannej kalibracji: niewystarczające rozciągnięcie pozostawia naprężenia szczątkowe; nadmierne rozciągnięcie trwale zmienia wymiary i właściwości mechaniczne.
Jak wybrać odpowiednią metodę poziomowania blachy
Prawidłową metodę poziomowania określa się na podstawie kombinacji właściwości materiału, wielkości produkcji, wymagań dotyczących płaskości i geometrii części. W poniższej tabeli podsumowano kluczowe kryteria wyboru w przypadku wszystkich głównych metod.
| Metoda | Zakres grubości | Dostosowanie objętości | Jakość płaskości | Ulga w stresie | Typowy przypadek użycia |
|---|---|---|---|---|---|
| Młot / Płomień | Dowolny | 1–5 sztuk | Niski / zmienny | Częściowe (tylko lokalne) | Spawy, naprawy na miejscu |
| Prasa prostująca | > typowo 50 mm | Mała partia | Umiarkowane | Częściowe (korekta punktowa) | Gruba blacha, widoczne odkształcenia |
| Prosta prostownica rolkowa | Średnio-gruby | Średni | Umiarkowane | Ograniczona | Ogólna płyta konstrukcyjna |
| Precyzyjna prostownica rolkowa | Cienki – średni | Wysoka | Wysoka (≤ 0.5 mm/m) | Dobrze | Tłoczenie, przygotowanie do cięcia laserowego |
| Wyrównanie napięcia | Bardzo cienki – wysoka wytrzymałość | Wysoka (coil line) | Bardzo wysoki | Znakomicie | AHSS, folia, obróbka kręgów |
| Poziomowanie poprzez walcowanie na zimno | Cienki | Wysoka | Bardzo wysoki | Dobrze | Panele karoserii samochodowych, części precyzyjne |
| Poziomowanie poprzez walcowanie na gorąco | Gruba płyta | Wysoka (mill-scale) | Umiarkowane–high | Dobrze | Stal konstrukcyjna, płyta stoczniowa |
| Hydrauliczne poziomowanie precyzyjne | 0,1 mm – 60 mm | Wysoka | Bardzo wysoki (≤ 0.1 mm/m) | Znakomicie | Precyzyjne mfg, produkcja z różnych materiałów |
| Poziomowanie noszy | Średnio-gruby | Niski-średni | Bardzo wysoki | Znakomicie | Płyta lotnicza, stopy specjalne |
Praktyczna logika selekcji
Zacznij od swojego materiału. Jeśli w jednym zakładzie przetwarzasz szeroką gamę stopów i grubości, hydrauliczne poziomowanie precyzyjne jest jedyną metodą, która pozwala obsłużyć pełne spektrum stopów i zachować spójność opartą na recepturze. Jeśli Twoja działalność ogranicza się do jednej rodziny materiałów w dużych ilościach, precyzyjna prostownica rolkowa zoptymalizowana pod kątem tego okna może być bardziej opłacalna. W przypadku bardzo cienkiej folii lub zaawansowanej stali o wysokiej wytrzymałości w ciągłej linii zwojów, wyrównywanie naprężenia zapewnia najbardziej jednolite wyniki. W przypadku okazjonalnych poprawek grubych blach lub przeróbek spawów praktycznym wyborem pozostaje prasa lub prasa prostująca.
Następnie rozważ dalsze procesy. Jeśli wypoziomowany arkusz będzie cięty laserem, poziom naprężeń szczątkowych po wypoziomowaniu ma takie samo znaczenie jak płaskość geometryczna — cięcie termiczne uwolni wszelkie pozostałe naprężenia. Jeśli będzie precyzyjnie wytłaczany lub formowany, dominującym wymaganiem jest jednolitość płaskości na całej szerokości. Zdefiniowanie czułości wylotowej przed wybraniem metody gwarantuje, że etap poziomowania faktycznie rozwiąże problem, a nie tylko go przesunie.
Aby uzyskać głębsze porównanie technik i konfiguracji sprzętu, zapoznaj się z przewodnikiem techniki poziomowania metali obejmuje dodatkowe szczegóły na poziomie narzędzia dla każdego podejścia.
Integracja poziomowania z kompletną linią produkcyjną
W nowoczesnej produkcji blachy poziomowanie rzadko działa jako izolowany etap. Najwyższy zwrot z inwestycji w prostownicę uzyskuje się, gdy prostownica jest zintegrowana z podłączoną linią produkcyjną — połączoną z rozwijarką na początku, systemem cięcia lub tłoczenia na dalszym etapie oraz z centralnym systemem danych, który rejestruje parametry materiału, ustawienia siły i wyniki płaskości w celu zapewnienia identyfikowalności.
Praktycznym mechanizmem jest obsługa materiału w oparciu o recepturę: gdy zmienia się identyfikator materiału, program poziomowania zmienia się automatycznie, eliminując czas ręcznej konfiguracji i ryzyko zastosowania nieprawidłowych parametrów w przypadku nowego stopu lub grubości. Informacje zwrotne z kontroli na dalszym etapie — gdy wynik pomiaru płaskości wykorzystuje się do udoskonalenia kolejnego cyklu poziomowania — zamykają pętlę i umożliwiają ciągłe doskonalenie bez interwencji operatora.
Niezależnie od wybranej metody poziomowania, oprócz płaskości należy monitorować integralność powierzchni. Ślady na rolkach, zbieranie się od zanieczyszczonych rolek oraz mikrorysy na wrażliwych stopach, takich jak aluminium czy miedź, to przyczyny odrzutów, które pojawiają się po poziomowaniu, a nie w jego trakcie. Dyscyplina konserwacji — czyszczenie walców, czystość oleju, kalibracja czujników i okresowa weryfikacja geometrii — to praktyka operacyjna, która zapewnia spójne wyniki niwelacji w czasie.
Dla producentów oceniających rozwiązania hydraulicznego precyzyjnego poziomowania pod kątem integracji z ich liniami produkcyjnymi, przegląd aplikacji zapewnia wskazówki dotyczące konfiguracji według branży i typu materiału.