JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Producenci żurawi wspornikowych


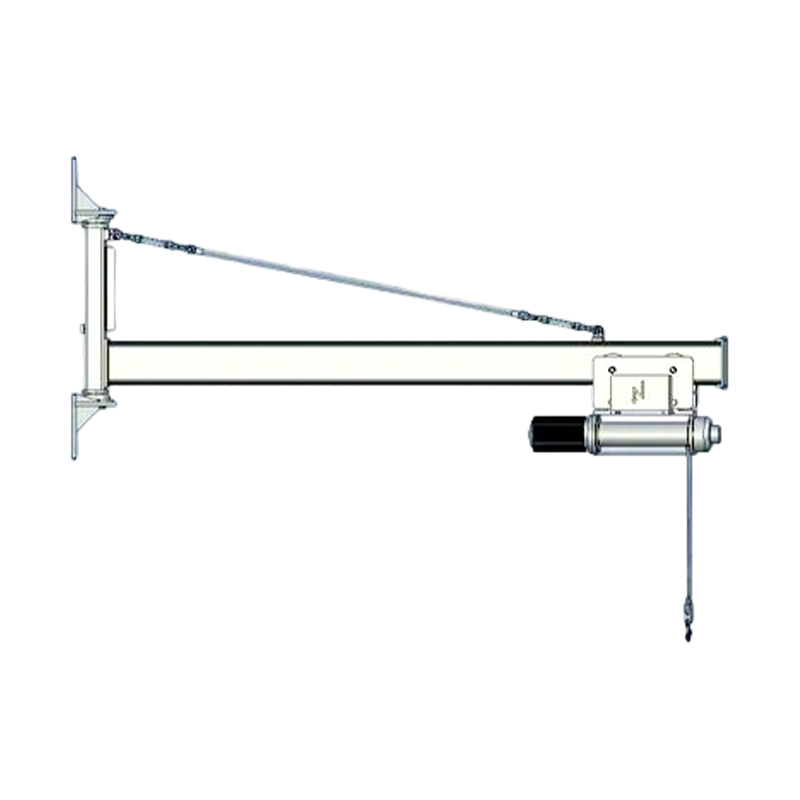
Żuraw obrotowy to urządzenie do transportu materiałów, które łączy w sobie konstrukcję wspornikową i inteligentną technologię serwo, wykorzystując jako podstawowe materiały konstrukcyjne wysokowytrzymały stop aluminium i wzmocnioną stal. Stosowany jest przede wszystkim do podnoszenia i precyzyjnego przenoszenia ciężkich przedmiotów w warsztatach, magazynach i innych podobnych środowiskach.
Wsparty na kolumnie wysięgnik główny i pomocniczy mogą się elastycznie obracać. Wyposażony w inteligentny wciągnik elektryczny i różne osprzęty do podnoszenia, osiąga działanie podążające za ładunkiem poprzez wykrywanie sygnałów siły z uchwytu. Sprzęt posiada płynną regulację prędkości, pozycjonowanie na poziomie milimetra i wyważenie zawieszenia. Jest łatwy w obsłudze i oferuje kompleksową ochronę bezpieczeństwa, obejmującą typowe wymagania dotyczące obciążenia od 80 do 600 kg. Ma szerokie zastosowanie w montażu samochodów, obróbce skrawaniem, wymianie form i innych operacjach, znacznie poprawiając wydajność i zmniejszając pracochłonność.
O nas
Suzhou JingShi Intelligent Equipment Co., Ltd.
Założona w 2016 roku z siedzibą w Suzhou w Chinach, Suzhou JingShi Intelligent Equipment Co., Ltd. to zintegrowane przedsiębiorstwo high-tech łączące badania, produkcję i handel. Specjalizujemy się w hydraulicznych precyzyjnych maszynach poziomujących oraz inteligentnych systemach linii produkcyjnych, Przemysłowy żuraw wspornikowy na zamówienie, zobowiązani do dostarczania globalnym producentom rozwiązań do obróbki blach o wysokiej precyzji, wydajności i stabilności.
Jako Producenci przemysłowych żurawi wspornikowych i Dostawcy elektrycznych żurawi wspornikowych w Chinach, nasze urządzenia są szeroko stosowane w częściach samochodowych, precyzyjnej blasze, komponentach dźwigów, maszynach rolniczych, piłach tarczowych, precyzyjnym tłoczeniu, produkcji profili oraz zastosowaniach elektrycznych. Dzięki ciągłym innowacjom i doskonałości technicznej JingShi stał się zaufanym partnerem producentów na całym świecie.
Jako Producenci przemysłowych żurawi wspornikowych i Dostawcy elektrycznych żurawi wspornikowych w Chinach, nasze urządzenia są szeroko stosowane w częściach samochodowych, precyzyjnej blasze, komponentach dźwigów, maszynach rolniczych, piłach tarczowych, precyzyjnym tłoczeniu, produkcji profili oraz zastosowaniach elektrycznych. Dzięki ciągłym innowacjom i doskonałości technicznej JingShi stał się zaufanym partnerem producentów na całym świecie.
Formularz opinii
Certyfikat honorowy




Bądź na bieżąco, spostrzeżenia & Innowacja od JingShi
-

 Wiadomości branżowe
Wiadomości branżowe
 2026.07.08
1. Wprowadzenie do urządzeń do podnoszenia paneli Każdego roku producenci tracą tysiące godzin na powolnej, ręcznej obsłudze paneli. Pojedynczy pracownik zmieniający po...
2026.07.08
1. Wprowadzenie do urządzeń do podnoszenia paneli Każdego roku producenci tracą tysiące godzin na powolnej, ręcznej obsłudze paneli. Pojedynczy pracownik zmieniający po... -
Wiadomości branżowe
2026.06.05
Dlaczego wyrównywanie blachy ma znaczenie: ukryty koszt niepłaskich części Arkusz stali o wymiarach 4 x 8 stóp o grubości 14 wychodzi z wycinarki laserowej z falą krawę...
-
Wiadomości branżowe
2026.05.11
Co sprawia, że prostownica płytowa jest „precyzyjna”? Standardowa prostownica rolkowa prostuje metal, przepuszczając go przez zestaw przesuniętych rolek – skuteczna w...
-
Wiadomości branżowe
2026.05.07
Przyklej przyssawkę do szklanego okna i wytrzyma miesiące. Dociśnij ten sam kubek do surowej drewnianej deski, a zsunie się w ciągu kilku sekund. Różnica nie polega na misce ...
Wiedza branżowa
Wybór wydajności wykraczającej poza „obciążenie znamionowe”
Kupujący zazwyczaj zaczynają od ciężaru części, ale w przypadku rzeczywistego wymiarowania należy kierować się „masą systemu” pełnego podnoszenia: chwytak do mocowania ładunku, dowolne oprzyrządowanie offsetowe. Praktyczną zasadą jest utrzymywanie stałej masy roboczej na poziomie 70–80% pojemności znamionowej aby zachować płynną reakcję serwomechanizmu, pozycjonowanie i długoterminową niezawodność – zwłaszcza gdy operatorzy często wykonują mikroregulacje.
Kiedy powiększyć
- Wysoka częstotliwość wybierania (krótki cykl, powtarzające się przyspieszenia), gdzie obciążenie dynamiczne może przekroczyć ciężar statyczny.
- Obsługa dużego wysięgu, która zwiększa moment obrotowy na wysięgniku i interfejsie kotwiczenia.
- Chwytanie niecentryczne (obciążenie mimośrodowe), które wymaga większego marginesu stabilności przy regulacji milimetrowej.
Do typowych wymagań warsztatowych, systemy obejmujące 80-600kg pozwalają na standaryzację między komórkami, jednocześnie rezerwując miejsce na iterację narzędzi i przyszłą rozbudowę SKU.
Zasięg, moment i obrót: co napędza margines strukturalny
Żurawie wspornikowe działają w oparciu o moment (obciążenie × odległość pozioma). Dwa żurawie o tym samym obciążeniu znamionowym mogą zachowywać się bardzo odmiennie, jeśli jeden z nich jest rutynowo używany przy maksymalnym wysięgu. W przypadku zamówień masowych należy zdefiniować „krytyczny punkt odbioru” (najdalszy, najcięższy podnośnik) i upewnić się, że margines projektowy obejmuje ten zakres operacyjny, a nie średni wzrost.
Praktyczne wskazówki dotyczące układu
- Umieść kolumnę, aby zminimalizować rutynowe pobrania o maksymalnym zasięgu; małe zmiany w miejscu montażu mogą radykalnie zmniejszyć moment.
- Zdefiniuj wymagania dotyczące rotacji na wczesnym etapie (np. częściowe lub pełne przesunięcie), aby zapobiec zakłócaniu przenośników, drzwi maszyn i ogrodzeń ochronnych.
- Jeśli wiele stacji korzysta z jednego dźwigu, sprawdź prześwit w przejściu i „pozycje parkowania”, aby uniknąć zatorów w przepływie pracy.
Z naszych przeglądów projektów przeprowadzonych po stronie fabryki wynika, że najszybszy zwrot z inwestycji często wynika z optymalizacji zasięgu i rotacji w pierwszej kolejności – przed aktualizacją do większej wydajności.
Interfejsy podłogowe, ścienne i bazowe: unikanie ukrytego ryzyka instalacyjnego
Dla żurawie przemysłowe jakość instalacji jest głównym wyznacznikiem długoterminowej wydajności. Konstrukcja kotwy, wytrzymałość betonu, grubość płyty i układ zbrojenia bezpośrednio wpływają na ugięcie, wibracje i trwałość zmęczeniową. W przypadku zamówień wielkogabarytowych należy ujednolicić interfejs cywilny (obrys płyty bazowej, wzór zakotwienia, głębokość osadzenia), aby w każdym miejscu można było przeprowadzić spójną instalację.
| Rodzaj montażu | Najlepsze dopasowanie | Kluczowe elementy weryfikacji | Powszechna pułapka |
|---|---|---|---|
| Kolumna montowana na podłodze | Warsztaty ogólne, elastyczne układy komórek | Grubość/wytrzymałość betonu, wyciągnięcie kotwy, płaskość zaprawy | Niedoszacowanie zbrojenia płyty w pobliżu połączeń |
| Wysięgnik montowany na ścianie | Wąska powierzchnia, stałe stacje | Nośność konstrukcyjna ściany/słupa, sztywność wspornika, przenoszenie drgań | Zakładając, że ściany murowane mogą przenosić obciążenia momentowe |
| Fundament osadzony (nowa wersja) | Wysoka powtarzalność, obszary o dużym obciążeniu | Głębokość osadzenia, integracja klatki zbrojeniowej, kontrola wyrównania | Niewspółosiowość, która później wymusza podkładki i dryf |
Zdyscyplinowany standard interfejsu skraca czas uruchamiania, upraszcza części zamienne i sprawia, że wdrożenia w wielu zakładach są znacznie bardziej przewidywalne.
Dlace-Following Handling: How to Specify the “Feel” of the Crane
Inteligentna obsługa serwomechanizmów jest często oceniana przez operatorów jako „lekka”, „stabilna” lub „chwiejna”. W przypadku zespołów zakupowych przekształć tę subiektywną opinię w mierzalne parametry: siłę początkową, rampę przyspieszenia, maksymalną prędkość i stabilność mikropozycji. Po ich zdefiniowaniu można replikować tę samą obsługę w wielu lokalizacjach i na wielu zmianach.
Parametry operacyjne, na które warto zwrócić uwagę
- Bezstopniowa regulacja prędkości dostrojony pod kątem czasu cyklu (szybki przesuw) w porównaniu z tolerancją montażu (powolne podejście).
- „Tryb podejścia” do ustawiania blisko kontaktu, gdzie pozycjonowanie na poziomie milimetra jest wymagane.
- Reakcja zależna od obciążenia, więc narzędzie o masie 100 kg nie daje takiego samego wrażenia jak narzędzie o masie 600 kg (zmniejsza przeregulowanie i zmęczenie operatora).
Konfigurując dźwigi do montażu pojazdów i komórek do wymiany form, zazwyczaj ustalamy odrębne profile dla „przenoszenia” i „wyrównywania”, aby utrzymać wysoką przepustowość i precyzję bez konieczności ponownego szkolenia operatorów między stacjami.
Osprzęt i chwytaki: zapobieganie obracaniu się ładunku i uszkodzeniom procesu
Wiele problemów z obsługą żurawia jest w rzeczywistości spowodowanych przez osprzęt do podnoszenia. Nabywcy masowi mogą zmniejszyć liczbę wypadków, standaryzując rodziny mocowania i egzekwując zasady wyboru w oparciu o geometrię części, wrażliwość powierzchni i stabilność środka ciężkości.
Heurystyka selekcji stosowana w liniach o dużym zróżnicowaniu
- Użyj rozpórki lub uchwytu dwupunktowego, gdy środek ciężkości części przesuwa się pomiędzy jednostkami SKU (zmniejsza odchylenie i „start wahadłowy”).
- Dodaj funkcje zapobiegające obracaniu się w przypadku długich i wąskich ładunków (profile, elementy podnośnika, lemiesze rolnicze), aby chronić stopnie wyrównywania.
- Dla finished sheet-metal surfaces, define contact materials and allowable pressure to avoid cosmetic defects and rework loops.
Jeśli chcesz, aby proces był spójny w różnych zakładach, określ interfejs osprzętu (standard szybkiej wymiany, rozmiar sworznia, przepust elektryczny/pneumatyczny) w ramach pakietu zakupu dźwigu — jest to jeden z obszarów, w którym możemy dostosować rozwiązanie bez nadmiernego zwiększania złożoności.
Ugięcie, wahanie i mikropozycjonowanie: zarządzanie ostatnimi 50 mm
W przypadku wsparcia montażu i obróbki najtrudniejszą częścią rzadko jest podnośnik; to jest ostateczne wyrównanie. Wydajność mikropozycjonowania zależy od sztywności konstrukcji, tłumienia i strategii kontroli operatora. Gdy dźwig jest używany do wymiany narzędzi prasujących, wymiany form lub precyzyjnego umieszczania, kryteria akceptacji powinny obejmować zachowanie w trybie „zawisu i osiadania”, a nie tylko maksymalne podnoszenie.
Techniki poprawiające dokładność umieszczania
- Zdefiniuj obwiednię zmniejszonej prędkości w pobliżu wysokości docelowej, aby zapobiec odbiciu w przypadku nagłych zatrzymań.
- Używaj „punktów pauzy” (krótkich przytrzymań) podczas przenoszenia ciężkich ładunków na dużym zasięgu, aby zaniknąć resztkowe wahania.
- Ustaw stanowisko robocze tak, aby podejście krytyczne odbywało się wzdłuż najbardziej stabilnej osi (często bezpośrednio pod wysięgnikiem, a nie przy maksymalnym wysięgu).
Dla buyers standardizing across multiple cells, stating a clear target like powtarzalne rozmieszczenie na poziomie milimetra przy reprezentatywnym obciążeniu jest bardziej wykonalny niż ogólne wymagania dotyczące „wysokiej precyzji”.
Funkcje bezpieczeństwa, które mają znaczenie w transporcie z dużą przepustowością
Bezpieczeństwo należy określić jako wyniki funkcjonalne, a nie tylko listę kontrolną. W operacjach o wysokiej częstotliwości najcenniejsze zabezpieczenia to te, które zapobiegają typowym błędom operatora i zmniejszają prawdopodobieństwo sytuacji potencjalnie wypadkowych podczas powtarzalnych zadań.
Do określenia zabezpieczenia o dużej udarności
- Zabezpieczenie przed przeciążeniem z jasną informacją zwrotną dla operatora (zapobiega wypadkom „jeszcze tylko jeden podnośnik”).
- Górne/dolne granice ruchu i kontrolowane zwalnianie w pobliżu punktów końcowych (chroni oprzyrządowanie i elementy wciągnika).
- Dostępność wyłącznika awaryjnego ze stanowiska operatora podczas obsługi prowadzonej (skraca czas reakcji).
- Koncepcje zabezpieczenia przed upadkiem/hamowania odpowiednie do oceny ryzyka i lokalnego środowiska zgodności.
Gdy żuraw wspiera montaż pojazdów, obróbkę skrawaniem lub wymianę form, najlepsze inwestycje w bezpieczeństwo to te, które zapewniają płynność i przewidywalność operacji bez spowalniania linii.
Planowanie konserwacji w przypadku wdrożeń masowych: standaryzacja w celu skrócenia przestojów
Dla multi-unit purchasing, your maintenance strategy should be designed at procurement time. Standardizing core components (wear parts, brake modules, control handles, sensors) reduces inventory burden and shortens mean-time-to-repair across plants.
Zalecane ramy konserwacji
- Codziennie/na zmianę: wizualna kontrola haka, punktów zawiesia i stanu liny; sprawdzić płynną reakcję hamowania.
- Co miesiąc: sprawdź elementy mocujące, płynność obrotu, nietypowy hałas i wszelkie dryfty podczas zawisu pod obciążeniem.
- Co kwartał/pół roku: sprawdź wyłączniki krańcowe, zachowanie w przypadku przeciążenia i stabilność wykrywania siły uchwytu przy reprezentatywnych obciążeniach.
Generalnie zalecamy, aby nabywcy hurtowi dołączyli zestaw startowy po 10–20 sztuk i dostosowali okresy międzyobsługowe do istniejącego rytmu TPM, tak aby żuraw przemysłowy flota staje się „niewidoczna” dla planowania produkcji.
Testy akceptacji zamówień, które chronią Twoją inwestycję
Solidny plan akceptacji ogranicza spory i zapewnia stałą wydajność wszystkich dostaw. Oprócz testów obciążenia znamionowego zdefiniuj testy operacyjne, które odzwierciedlają rzeczywisty przepływ pracy – zwłaszcza jeśli kupujesz do precyzyjnych prac z blachy, komponentów wind, tłoczenia lub montażu elektrycznego.
| Kategoria testowa | Co zweryfikować | Dlaczego to ma znaczenie |
|---|---|---|
| Wyczucie obsługi | Płynny start/stop, brak gwałtownych oscylacji, przewidywalna reakcja na siłę uchwytu | Zmniejsza zmęczenie operatora i czas szkolenia |
| Mikropozycjonowanie | Pozycjonowanie na poziomie milimetra blisko celu pod reprezentatywnym obciążeniem | Zapobiega przeróbkom, kolizjom narzędzi i dryftowi cykli |
| Zachowanie bezpieczne | Reakcja na przeciążenie, działania ograniczające, dostępność zatrzymania awaryjnego | Zmniejsza prawdopodobieństwo incydentów w powtarzalnej pracy |
| Stabilność strukturalna | Ugięcie i osiadanie przy typowym zasięgu i obciążeniu | Chroni procesy precyzyjne i zapewnia długoterminową niezawodność |
Dla high-volume orders, we recommend documenting these tests as a shared factory-acceptance template so each shipment is consistent—this is one of the simplest ways to keep procurement, EHS, and production aligned.
Skontaktuj się z nami
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 przez Suzhou JingShi Intelligent Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Fabryka przemysłowych żurawi wspornikowych
