JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Producenci hydraulicznych maszyn poziomujących
-


Precyzyjna maszyna do poziomowania hydraulicznego z cienkimi płytami serii 30
-

Hydrauliczna, precyzyjna niwelacja do dużych obciążeń serii 40
-
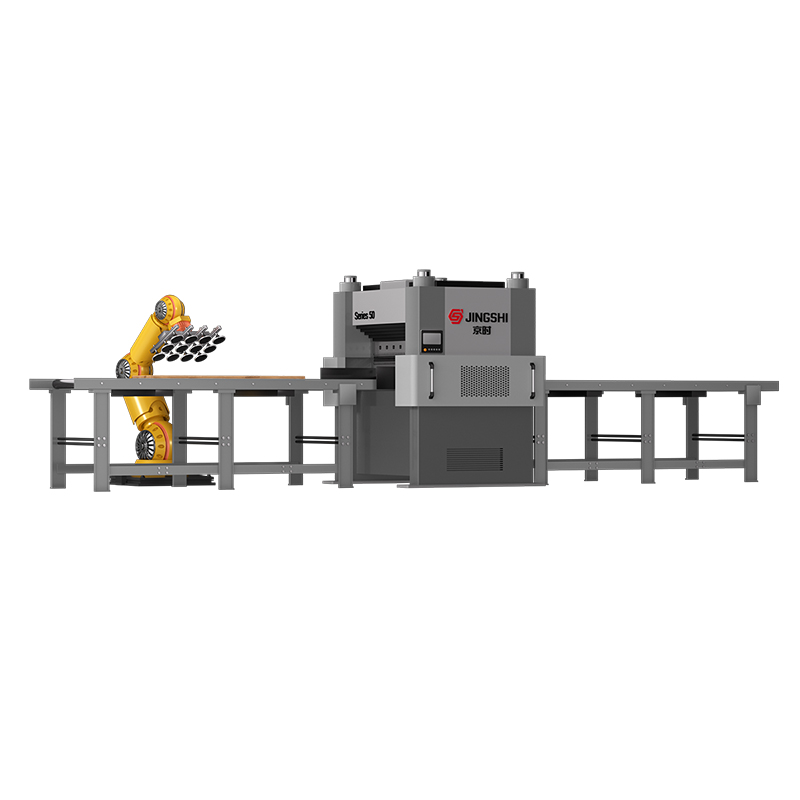
Czterokolumnowa, inteligentna, precyzyjna niwelatorka hydrauliczna serii 50
-

Wysokowydajna hydrauliczna maszyna do poziomowania grubowarstwowego serii 60
-

Ultraprecyzyjna hydrauliczna maszyna do poziomowania o dużej wytrzymałości serii 80
-

Precyzyjna hydrauliczna maszyna do poziomowania dużych przedmiotów serii 100
Hydrauliczne maszyny prostujące wykorzystują napęd hydrauliczny jako główne źródło zasilania i są wyposażone w wiele zestawów naprzemiennych rolek poziomujących (w tym rolki robocze, rolki pośrednie i rolki podporowe). Dzięki precyzyjnej kontroli siły docisku i ilości cykli gięcia blacha ulega naprzemiennym odkształceniom „sprężysto-plastycznym”, ostatecznie osiągając założone wymagania dotyczące płaskości. Ten specjalistyczny sprzęt może przetwarzać różne materiały metalowe (aluminium, miedź, stal, stopy tytanu itp.) o grubości od 0,1 mm (ultracienka folia miedziana) do 60 mm (płyty o grubości specjalnego stopu).
O nas
Suzhou JingShi Intelligent Equipment Co., Ltd.
Założona w 2016 roku z siedzibą w Suzhou w Chinach, Suzhou JingShi Intelligent Equipment Co., Ltd. to zintegrowane przedsiębiorstwo high-tech łączące badania, produkcję i handel. Specjalizujemy się w hydraulicznych precyzyjnych maszynach poziomujących oraz inteligentnych systemach linii produkcyjnych, Precyzyjna hydrauliczna maszyna poziomująca na zamówienie, zobowiązani do dostarczania globalnym producentom rozwiązań do obróbki blach o wysokiej precyzji, wydajności i stabilności.
Jako Producenci hydraulicznych maszyn poziomujących i Dostawcy precyzyjnych maszyn poziomujących w Chinach, nasze urządzenia są szeroko stosowane w częściach samochodowych, precyzyjnej blasze, komponentach dźwigów, maszynach rolniczych, piłach tarczowych, precyzyjnym tłoczeniu, produkcji profili oraz zastosowaniach elektrycznych. Dzięki ciągłym innowacjom i doskonałości technicznej JingShi stał się zaufanym partnerem producentów na całym świecie.
Jako Producenci hydraulicznych maszyn poziomujących i Dostawcy precyzyjnych maszyn poziomujących w Chinach, nasze urządzenia są szeroko stosowane w częściach samochodowych, precyzyjnej blasze, komponentach dźwigów, maszynach rolniczych, piłach tarczowych, precyzyjnym tłoczeniu, produkcji profili oraz zastosowaniach elektrycznych. Dzięki ciągłym innowacjom i doskonałości technicznej JingShi stał się zaufanym partnerem producentów na całym świecie.
Formularz opinii
Certyfikat honorowy




Bądź na bieżąco, spostrzeżenia & Innowacja od JingShi
-

 Wiadomości branżowe
Wiadomości branżowe
 2026.07.08
1. Wprowadzenie do urządzeń do podnoszenia paneli Każdego roku producenci tracą tysiące godzin na powolnej, ręcznej obsłudze paneli. Pojedynczy pracownik zmieniający po...
2026.07.08
1. Wprowadzenie do urządzeń do podnoszenia paneli Każdego roku producenci tracą tysiące godzin na powolnej, ręcznej obsłudze paneli. Pojedynczy pracownik zmieniający po... -
Wiadomości branżowe
2026.06.05
Dlaczego wyrównywanie blachy ma znaczenie: ukryty koszt niepłaskich części Arkusz stali o wymiarach 4 x 8 stóp o grubości 14 wychodzi z wycinarki laserowej z falą krawę...
-
Wiadomości branżowe
2026.05.11
Co sprawia, że prostownica płytowa jest „precyzyjna”? Standardowa prostownica rolkowa prostuje metal, przepuszczając go przez zestaw przesuniętych rolek – skuteczna w...
-
Wiadomości branżowe
2026.05.07
Przyklej przyssawkę do szklanego okna i wytrzyma miesiące. Dociśnij ten sam kubek do surowej drewnianej deski, a zsunie się w ciągu kilku sekund. Różnica nie polega na misce ...
Wiedza branżowa
Jak średnica i podziałka rolek określają „okno nadające się do obróbki”
Kupujący często skupiają się na nominalnym zakresie grubości, ale praktyczną granicę wyznacza zależność pomiędzy średnicą rolki, podziałką rolek (odległością środkową) i granicą plastyczności materiału. Mniejsze rolki robocze i węższa podziałka zwiększają częstotliwość zginania, pomagając wyeliminować defekty krótkofalowe; większe średnice zwiększają nośność i zmniejszają ryzyko zarysowania powierzchni na bardziej miękkich stopach.
Na co zwrócić uwagę porównując wyceny maszyn
- Robocza średnica i podziałka wałka: mniejsza/mocniejsza zazwyczaj poprawia korekcję fal krótkich, ale zwiększa nacisk kontaktowy.
- Metoda regulacji wałka pośredniego/podporowego: mechaniczna lub hydrauliczna wpływa na to, jak dobrze maszyna utrzymuje kontrolę korony pod obciążeniem.
- Sztywność ramy i konstrukcja drążków kierowniczych: sztywność jest ukrytym czynnikiem wpływającym na powtarzalność podczas obróbki stali o wysokiej wytrzymałości.
- Strategia ochrony powierzchni: w przypadku aluminium/miedzi zapytaj o wykończenie wałków i środki czyszczące, aby zminimalizować zbieranie.
Jeśli udostępnisz typowe gatunki stopów i długości fal defektów, możemy wstępnie dopasować konfigurację rolek do rzeczywistego spektrum defektów zamiast polegać na ogólnych etykietach „zakresu grubości”.
Płaskość to nie jest jedna miara: określ, co i jak będziesz mierzyć
„Płaski” może oznaczać różne rzeczy w zależności od tego, czy dalszym procesem jest tłoczenie, cięcie laserowe czy precyzyjny montaż. Specyfikacje zamówienia powinny określać metodę pomiaru (prosta, optyczna, odniesienie do poziomu naprężenia, pobieranie próbek CMM), długość pobierania próbek oraz rodzaj kontrolowanej wady (fala krawędziowa, klamra środkowa, zestaw cewek, kusza).
| Element specyfikacji | Dlaczego to ma znaczenie | Praktyczny przykład |
|---|---|---|
| Długość próbkowania / siatka | Krótkie próbkowanie ukrywa defekty długofalowe; długie próbkowanie ukrywa tętnienia krótkofalowe. | Zmierz ponad 1 m dla płyty; ciaśniejsza siatka dla precyzyjnego arkusza. |
| Nazewnictwo typów defektów | Różne defekty wymagają innej strategii dotyczącej rolek/podziałek. | Fala krawędziowa i środkowa klamra wymagają innej kontroli korony. |
| Stan napięcia | Materiał może wydawać się bardziej płaski pod napięciem niż w stanie swobodnym. | Zdefiniuj płaskość w stanie swobodnym po rozładunku. |
| Temperatura / stan smarowania | Wzrost temperatury i smarowanie zmieniają tarcie i sprężynowanie. | Powtarzalność należy sprawdzić przy stabilnej temperaturze linii. |
W przypadku nabywców wymagających dużej precyzji kluczem jest dostosowanie testów akceptacyjnych do rzeczywistej wrażliwości na rynku niższego szczebla; najlepszy wynik poziomowania to taki, który możesz stale weryfikować .
Siła docisku a cykle zginania: jak uniknąć „dzisiaj płaskiego, jutro wypaczonego”
Niwelatory hydrauliczne osiągają płaskość poprzez naprzemienne odkształcenia sprężysto-plastyczne. Dominują dwie dźwignie: (1) rozkład siły docisku na zestawie rolek oraz (2) liczba efektywnych cykli gięcia. Nadmierna siła napędowa powodująca „wymuszanie płaskości” może gromadzić naprężenia szczątkowe i prowadzić do późniejszych odkształceń po cięciu, spawaniu lub doprowadzeniu ciepła.
Konstruktywne wskazówki dotyczące zamówień
- Zapytaj o zademonstrowane okna ustawień: nie jeden przepis, ale stabilny zakres siły i penetracji, który utrzymuje płaskość.
- Sprawdź „stabilność po procesie”: wytnij kupony i ponownie sprawdź płaskość po rozcięciu/cięciem laserowym, aby odsłonić problemy z naprężeniami szczątkowymi.
- Potwierdź wsparcie wielostrefowe: rolki pośrednie/podporowe powinny pomóc w rozłożeniu obciążenia i zmniejszeniu lokalnego nadmiernego zginania.
W naszej praktyce uruchomieniowej opieramy się na najbardziej powtarzalnych programach umiarkowana penetracja przy wystarczających cyklach zginania , a nie maksymalna siła.
Sterowanie hydrauliczne w zamkniętej pętli jest prawdziwym wyróżnikiem powtarzalności
Napęd hydrauliczny jest mocny, ale kupujący powinni ocenić architekturę sterowania: samo sterowanie ciśnieniem to nie to samo, co sterowanie w pętli zamkniętej siła/pozycja w punktach poziomowania. Dryft, temperatura oleju i reakcja zaworów mają większy wpływ na codzienną spójność niż główny tonaż.
Pytania, które wpływają na jakość zapytania ofertowego
- Czy system kontroluje szczelinę/penetrację (położenie) rolek, siłę cylindra, czy tylko ciśnienie hydrauliczne?
- W jaki sposób zarządza się temperaturą oleju i ją kompensuje (chłodzenie, dostrajanie pod kątem lepkości, procedury rozgrzewania)?
- Jakie czujniki są używane (przetworniki ciśnienia, wagi liniowe, czujniki wagowe) i jak są kalibrowane?
- Czy istnieje zarządzanie recepturami z parametrami powiązanymi z materiałami w celu szybkiej zmiany?
W przypadku produkcji masowej powtarzalność jest dźwignią zysku: stabilna kontrola zmniejsza liczbę poprawek i przestojów w dalszej części procesu . Właśnie na tym koncentrujemy nasze rozwiązania w zakresie precyzyjnego poziomowania hydraulicznego.
Kiedy „szeroki” jest twardszy niż „gruby”: kontrola korony i tłumienie fal krawędziowych
Szerokie arkusze często nie są akceptowane ze względu na falowanie krawędzi lub wygięcie środkowe spowodowane nierównomiernym naprężeniem na całej szerokości. W mniejszym stopniu chodzi o siłę całkowitą, a bardziej o to, jak maszyna utrzymuje stałe zginanie na całej szerokości pod obciążeniem. Z tego powodu istnieją rolki pośrednie i podporowe: aby stabilizować rolki robocze i kontrolować zachowanie korony.
Co sprawdzić w przypadku szerokich programów materiałowych
- Stosunek szerokości do grubości: wysokie współczynniki zwiększają wrażliwość korony i wymagają silniejszej strategii wałków podporowych.
- Strefy rolek pomocniczych: większa szczegółowość regulacji poprawia korekcję zlokalizowanych problemów z krawędziami.
- Ugięcie ramy pod obciążeniem: zapytaj o dane dotyczące ugięcia przy docelowej przepustowości i wytrzymałości materiału.
Praktyczny wniosek na wynos: określenie tylko grubości nie jest wystarczającym przypomnieniem, aby odnieść sukces w przypadku szerokiego arkusza ; w specyfikacji zakupu podaj szerokość, granicę plastyczności i rodzaj wady.
Strojenie specyficzne dla materiału: aluminium, folia miedziana, stal o wysokiej wytrzymałości i stopy tytanu
Singiel precyzyjne niwelatory hydrauliczne może przetwarzać wiele stopów, ale nabywcy masowi korzystają z planowania okien procesów według rodziny materiałów. Różnice w plastyczności, sprężystości i wrażliwości powierzchni bezpośrednio wpływają na dobór rolek, wymagania dotyczące smarowania i czystości. Niwelatory hydrauliczne mogą obejmować ekstremalne zakresy — 0,1 mm do 60 mm —ale praktyk operacyjnych nie należy traktować jako wymiennych.
Praktyczne wskazówki dotyczące strojenia według rodziny materiałów
- Aluminium: priorytetem jest ochrona powierzchni i stabilne tarcie; unikaj zbierania, stosując zdyscyplinowane czyszczenie i kontrolowany nacisk kontaktowy.
- Folia miedziana / ultracienka: skupienie się na wykończeniu wałka, obsłudze naprężenia i kontroli wibracji; niewielkie zakłócenia mogą zostać wydrukowane.
- Stal o wysokiej wytrzymałości: dominuje sztywność ramy i strategia rolek nośnych; potwierdź, że maszyna utrzymuje ustawienia przy ciągłym obciążeniu.
- Stopy tytanu: spodziewaj się większego sprężystości; w celu zapewnienia powtarzalności polegają na gięciu wielocyklicznym i stałej kontroli temperatury.
Kiedy tworzymy programy dla instalacji z mieszanymi materiałami, zalecamy zdefiniowanie receptury powiązane z materiałami aby zmiany były przewidywalne.
Dane dotyczące zapytań ofertowych, które zapobiegają zaniżaniu i zawyżaniu specyfikacji (oraz skracają uruchomienie)
Ryzyko związane z zakupami masowymi wynika zwykle z braku kontekstu procesu: dostawcy albo przewymiarują maszynę „dla bezpieczeństwa”, albo ją zaniżą w oparciu o samą grubość. Zwięzły pakiet danych umożliwia dokładny wybór i skraca czas uruchomienia.
| Kategoria | Co zapewnić | Dlaczego dostawcy tego potrzebują |
|---|---|---|
| Definicja materiału | Stop/gatunek, zakres granicy plastyczności, twardość (jeśli jest dostępna) | Określa sprężynowanie i wymaganą energię zginania |
| Geometria | Zakres grubości, zakres szerokości, długość, kształt cewki/płyty | Wpływa na wybór podziałki rolek i strategię korony/wsparcia |
| Profil wady | Zestaw fal krawędziowych/centralnej klamry/kuszy/cewki; długość fali wady, jeśli jest znana | Wyrównuje konfigurację rolek do rzeczywistego problemu z płaskością |
| Wynik docelowy | Próbkowanie akceptacyjne metody pomiaru metryki płaskości | Zapobiega sporom dotyczącym uruchomienia i niezgodnym oczekiwaniom |
| Przepustowość | Szybkość linii, czas taktu, wielkość partii, częstotliwość przezbrojeń | Określa poziom automatyzacji, reakcję hydrauliczną, obsługę receptur |
| Ograniczenia poniżej | Etapy cięcia/spawania/prasowania dopuszczają ryzyko naprężeń szczątkowych | Prowadzi strategię „siła kontra cykle” dla stabilnych części |
Kompletny pakiet danych zapytania ofertowego jest często najszybszym sposobem na zmniejszenie całkowitego kosztu projektu — nie wybierając najtańszą maszynę, ale unikając nieprawidłowego dopasowania i przeróbek.
Konserwacja chroniąca precyzję: czystość oleju, zużycie rolek i dyscyplina kalibracji
Precyzyjne poziomowanie jest wrażliwe na niewielkie zmiany tarcia, geometrii rolek i reakcji układu hydraulicznego. Wiele „tajemniczych problemów z płaskością” ma swoje źródło w zanieczyszczeniu oleju, stopniowym zużyciu rolek lub dryfowaniu wzorców pomiarowych, a nie w samej koncepcji poziomowania.
Praktyki zapobiegawcze, które zachowują dokładność
- Zarządzanie czystością oleju: filtracja i pobieranie próbek zmniejszają zatykanie się zaworów i niestabilność siły.
- Kontrola walców: monitoruj zbieranie powierzchni, mikrowżery i zmiany średnicy, które zmieniają efektywną penetrację.
- Kalibracja czujnika: sprzężenie zwrotne ciśnienia/położenia jest tak niezawodne, jak procedura kalibracji.
- Dyscyplina czyszczenia metali nieżelaznych: zapobiega osadzaniu się cząstek w drukarkach na arkuszu.
| Interwał | Element fokusu | Dlaczego to ma znaczenie |
|---|---|---|
| Na zmianę | Czyszczenie walców i wizualna kontrola powierzchni | Zapobiega śladom związanym z podbieraniem i dryftowi tarcia |
| Co tydzień | Przegląd wycieków hydraulicznych/temperatury; różnica ciśnień filtra | Stabilizuje reakcję sterowania i zmniejsza ryzyko zanieczyszczenia |
| Miesięcznie | pobieranie próbek oleju; kontrola poprawności czujnika | Wykrywa znoszenie na wczesnym etapie, zanim stanie się złomem |
| Kwartalnie | Weryfikacja geometrii rolek; kontrola wyrównania | Chroni powtarzalność przy pracy na dużą skalę |
Z punktu widzenia kupującego, konserwacja jest częścią Twojej płaskości ; należy to zaplanować łącznie z częściami zamiennymi i szkoleniem.
Integracja prostownicy precyzyjnej z inteligentną linią produkcyjną
W przypadku produkcji masowej prostownica rzadko występuje samodzielnie. Najlepszy zwrot z inwestycji pojawia się, gdy program poziomowania, śledzenie materiału i sprzęt końcowy (odwijak, podajnik, nożyce, układanie w stosy, kontrola) współdzielą dane. W tym miejscu inteligentne systemy liniowe zmniejszają zmienność i zależność operatora.
Szczegóły integracji, które kupujący powinni określić
- Przekazanie receptury: identyfikator materiału automatycznie uruchamia parametry poziomowania, aby skrócić czas konfiguracji.
- Stabilność napięcia w górę strumienia: kontrola rozwijacza/podajnika wpływa na pozorną płaskość i powtarzalność.
- Dalsza pętla inspekcyjna: powiąż informację zwrotną z pomiaru płaskości z udoskonaleniem programu (w stosownych przypadkach).
- Rejestrowanie danych: przechowuj kluczowe parametry (siła/pozycja, prędkość, temperatura) w celu śledzenia defektów i ograniczania ilości złomu.
Jako zintegrowany producent precyzyjne niwelatory hydrauliczne i systemy liniowe, projektujemy interfejsy tak, aby wzrost przepustowości był realny, a nie teoretyczny .
Integralność powierzchni ma znaczenie: zapobiegaj śladom rolek, zadrapaniom i mikrozarysowaniom
Masowi nabywcy części samochodowych, elementów wind i precyzyjnego wykańczania blach często odrzucają materiał nie ze względu na płaskość, ale ze względu na wady powierzchni powstałe podczas poziomowania. Przyczynami źródłowymi są zazwyczaj zanieczyszczenia (osadzone cząstki), niewystarczająca dyscyplina czyszczenia, niewłaściwy stan powierzchni rolek lub nadmierny, miejscowy nacisk kontaktowy.
Praktyczne elementy sterujące redukujące ilość odpadów powierzchniowych
- Zdefiniuj dopuszczalną chropowatość powierzchni i docelowe wykończenie walców roboczych dla wrażliwych stopów.
- Wdrożyć czyszczenie etapowe: okresowe czyszczenie rolek przed wycieraniem/szczotkowaniem, aby zapobiec gromadzeniu się zbieraczy.
- Kontroluj nacisk kontaktowy: preferuj ustawienia, które zapewniają płaskość bez „nadmiernej penetracji”, gdy powierzchnia ma kluczowe znaczenie.
- Plan postępowania z metalami nieżelaznymi: aluminium i miedź wymagają bardziej rygorystycznej kontroli zanieczyszczeń niż ogólna obróbka stali.
W testach akceptacyjnych uwzględnij zarówno kryteria płaskości, jak i powierzchni, aby linia została zweryfikowana części użytkowe, a nie tylko „płaskie arkusze” .
Skontaktuj się z nami
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 przez Suzhou JingShi Intelligent Equipment Co., Ltd. Wszelkie prawa zastrzeżone. Dostawcy precyzyjnych maszyn poziomujących
